

| 【文章摘要】 采用树脂结合剂金刚石砂轮,对YG6硬质合金进行高速磨削加工,以测量在不同的砂轮线速度、工作台速度和磨削深度对磨削的影响。 【关键词】 高速磨削 ; 硬质合金 ; 切削力 硬质合金是有较高硬度的WC颗粒和粘结金属制成的一种复合材料,具备耐磨、耐腐蚀、耐热、高硬度和较好任性等一系列优良性能。其广泛用于模具、刀具材料,如车刀、钻头、镗刀、铣刀等。由于硬质合金有着脆性大、硬度高等特点,导致加工困难,不正确的加工、使用、甚至是搬运,都容易发生安全事故,造成人身安全或财产损失。高速磨削一种大力推广的先进机械加工方法,其主要通过提高砂轮线速度从而达到提高磨削效率和质量的新工艺,对难加工材料及超硬材料有较高的磨削性能。 本实验采用树脂结合剂金刚砂轮,对YG6材料进行高速磨削加工,分析砂轮工作台速度、磨削深度、砂轮线速度等对磨削力影响。 1 实验材料及方法 实 验 采 用 38mm×14mm×10mm 试件,材质为YG6硬质合金,该材料性能参数见表1。实验机床采用超高速磨床,主轴转速为 22000 r/min,主轴功率约为 44kw。实验采用树脂结合剂金刚砂轮,主要研究不用的线速度、工作台速度和磨削深度对磨削的影响,其磨削参数见表 2。  2 实验结果与分析 2.1 砂轮线速度 如图1所示砂轮线速度与切削力的关系,砂轮线速度越大,切削力就越小,主要是因为线速度越高,通过磨削区的砂轮磨粒数就增加,导致切削力减少。 2.2 工作台速度 如图2所示工作台速度与切削力的关系,切削力随着工作台速度增大而增大,主要是因为工作台速度越大,单颗磨粒所承受的切削力越大,导致切削力越大。 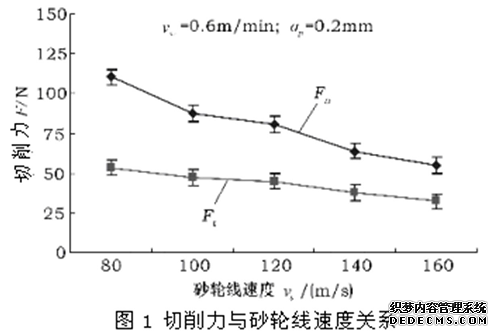  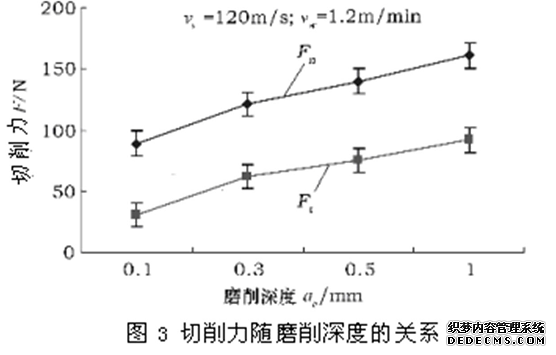 2.3 磨削深度 如图3所示磨削深度与切削力的关系,切削力随切削深度的增大而增大,主要是因为磨削深度的增加,磨削区的接触弧长变大,单颗磨粒所承受的切削力增大,导致切削力的增大。 3 结论 本实验通过对YG6硬质合金的高速磨削研究,得出以下结论 : ⑴硬质合金能够采用高速磨削的加工办法,能提高加工效率和好的表面质量。 ⑵YG6硬质合金有较高的硬度,但也很脆,在加工时要注意防止安全事故,在切断、冲击、过度加工下,容易开裂和甭角。 ⑶在超高速磨削加工中,因机床振动等因素,对加工质量有一定的影响。 |
| 在线咨询: |
|
| 联系电话: | 18602588568 |
| 投稿邮箱: | bosslunwen@126.com |
| ★诚信★专业★权威★快速★ | |

